

密煉機電氣控制系統

密煉機電氣控制系統
通過引進技術和自主研發相結合研制生產的密煉機電氣控制系統,具有國際先進、國內領先的技術水平。可以配套80、110、160、255、270、370、400、620等全部系列和型號的密煉機。
通過引進技術和自主研發相結合研制生產的密煉機電氣控制系統,具有國際先進、國內領先的技術水平。可以配套80、110、160、255、270、370、400、620等全部系列和型號的密煉機。密煉控制系統提供多種通訊方式(PROFIBUS、TCP/IP、DEVICENET等)與上輔機和下輔機相連,可相互提供所有生產參數和技術數據,實現真正意義的煉膠生產自動化。密煉機控制系統與國內眾多上輔機和下輔機供應商均有良好合作。密煉控制系統在河南風神和太原雙喜等地大量投入使用,以優質的性能和良好的服務獲得用戶一致好評。
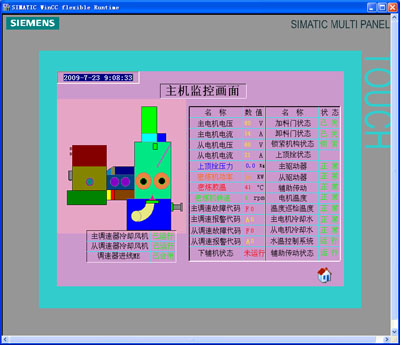
密煉機控制系統總共分為三部分:主機控制部分、輔助控制部分和水溫控制部分。
1、主機控制部分:
● 控制系統傳動控制采用全數字直流調速控制,通過雙閉環控制可將速度平滑的控制在0-60轉。
● 相對獨立的流程操作。現場工程師可以手動實現下頂拴、上頂拴和加料門的動作,完成調速和調壓的工作。在自動時下頂拴、上頂拴和加料門的動作以及調速和調壓完全由上輔機通過配方控制。
● 煉膠時間的自動設定。現場工程師可以根據膠類型的不同自動設定煉膠時間,控制系統在時間到達后自動完成控制連鎖。
● 安全生產的阻料控制。車間煉膠生產過程中出現嚴重故障時,如果故障不處理,則延時停機,并且阻止下一車料的生產,故障消除后主機方可正常運行。
● 與上、下輔機的無縫連接。密煉各系統在正常生產時可以協調地工作,如果下輔機和上輔機故障時,主機控制系統依然可以手動完成調炭黑、調油料、調膠料等工作,生產車間依然可以完成煉膠流程。
● 故障與生產工藝的連鎖。在正常的生產過程中如果發生嚴重故障,現場觸摸屏自動指示并啟動聲光報警,此時,如果故障不處理,則延時停機,故障消除后主機方可正常運行。主機的保護停機與水溫、傳動和各類工藝條件均有連鎖控制。
2、 輔助控制部分:
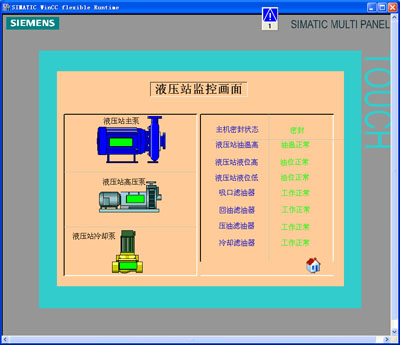
● 液壓站的控制。液壓站是密煉系統的總動力源,為頂栓和料門的操作提供動力。液壓站主泵采用星形啟動三角形運行的控制方式,主泵通過熱繼電器過載保護;液壓站高壓泵和冷卻采用直接啟動控制方式,其保護通過帶熱保護的斷路器。
● 系統風機和輔助泵的控制。主機風機、減速機泵、潤滑泵、工藝泵和干油泵都有符合電力標準的控制方式。控制方式包括直接啟動、軟啟動和變頻啟動,用戶可以現場不同的工藝要求訂制合適的控制方式。
3、水溫控制部分:
密煉系統水溫控制部分為密煉轉子回路、混煉室回路和頂栓回路提供恒溫供水。
● 標準化的管路設計。水溫控制系統利用熱水循環的原理設計供水管路,系統利用加熱器、熱交換器和循環泵完成冷熱水的循環。供水管路元件分布合理,結構簡單合理,易于安裝和維修。
● 根據環境的變化自動調節溫度。水溫控制系統根據用戶設定的溫度值自整定調節冷熱水的配比,實現各個回路恒溫供水,保證各個回路安全、穩定的運行。
● 對于供水系統設備提供安全保護。為保證水循環流程能正常運行,控制系統對各個回路的壓力和流量進行實時監測,當壓力過小或無時系統自動執行保護操作,及時停止循環泵的運行,并發出聲光報警。如果供水系統運行中總進水壓力小于設定值,水溫控制系統會立即提供電氣保護。

上一個:
成型機電氣控制系統
下一個:
汽車電器自動化生產線設計
 地址:北京市海淀區上地東路1號盈創動力大廈E座802
地址:北京市海淀區上地東路1號盈創動力大廈E座802 咨詢熱線:400-818-6918
咨詢熱線:400-818-6918 網址:www.yinheadv.com
網址:www.yinheadv.com
